







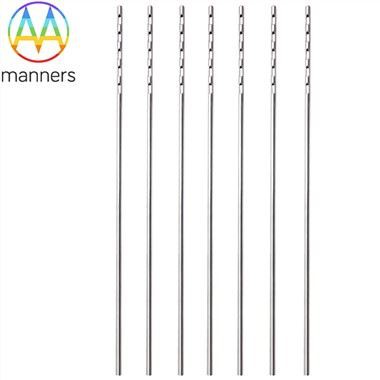
Медицинские трубы из нержавеющей стали с боковым отверстием
1.Услуги OEM.
2. Низкий MOQ & резонансная цена и высокое качество.
3. Профессиональный дизайн пресс-формы и производство серий.
4.Обеспечить комплексные закупки, услуги по сборке готовой продукции.
5. Предоставьте послепродажный сервис, быстрый ответ в течение 12 часов.
Описание
Спецификация продукта
Наименование продукта | Медицинские трубы из нержавеющей стали с боковым отверстием |
материал | Алюминиевый сплав, латунь, нержавеющая сталь, титан и т. Д. |
Поверхностная обработка | Анодирование, Пескоструйная обработка, Живопись, Порошковое покрытие, Покрытие, Шелковая печать, Кисть, Полировка, Лазерная гравировка |
Опция механической обработки | Токарная обработка, шлифование, фрезерование, сварка, гибка, сверление, сверление, факельное сжигание, щелевая резка, штамповка, глубокая вытяжка, укупорка, скос и т.д. |
Форма трубки | Пользовательский круглый, овальный, квадратный, прямоугольный |
Пользовательская функция | В соответствии с вашим 2D/3D чертежом или предоставленным образцом |
Пакет | Стандартная картонная коробка или по требованию заказчика |
Сертификация | ISO9001:2015, SGS |
Выставка продуктов
При сверлении нержавеющей стали часто обнаруживается, что сверло легко изнашивается и ломается, поверхность отверстия шероховатая, а иногда глубокую канавку невозможно устранить; Отверстие слишком большое, форма отверстия не круглая и не наклонена в одну сторону. Обратите внимание на следующее во время работы:
1. Геометрия должна быть правильно отшлифована, а две режущие кромки должны быть симметричными. Если задний угол сверла слишком велик, произойдет явление «режущего ножа», которое вызовет болтовню и сделает просверленное отверстие полигональным. Горизонтальная кромка должна быть заточена для уменьшения осевой силы сверления.
2. Сверло должно быть установлено правильно и держаться острым. После тупости его следует вовремя отремонтировать и заточить.
3. Разумный подбор параметров геометрии сверла и дозировки бурения, в соответствии с требованиями к глубине бурения, должен быть как можно дальше, чтобы сократить длину сверла, увеличить толщину керна бура для повышения жесткости. При использовании сверл HSS скорость резания не должна быть слишком высокой, чтобы избежать обгорания лезвия. Подача не должна быть слишком большой, чтобы предотвратить усугубление износа долота или сделать отклонение сверления отверстий, подача должна быть соответствующим образом отрегулирована при резке и вырезании.
4. Смазка полного охлаждения, смазочно-охлаждающая жидкость обычно подходит для вулканизированного масла, расход должен быть не менее 5-8 л/мин, не может остановить охлаждение, в диаметре большего, должен быть как можно дальше при внутреннем охлаждении.
5. Обратите внимание на процесс бурения, и вовремя наблюдайте за разгрузкой стружки. Если окажется, что чипы беспорядочны и извилисты, нож должен быть немедленно возвращен для проверки, чтобы предотвратить блокировку чипов. Также следует обратить внимание на звук работы машины, а инструмент следует вовремя изъять при обнаружении отклонений. Сверло не может оставаться на поверхности бурения, чтобы предотвратить затвердевание поверхности бурения.





Наша фабрика






Медицинские трубы из нержавеющей стали с боковым отверстием
горячая этикетка : медицинские трубы из нержавеющей стали с боковым отверстием, Китай, поставщики, производители, завод, индивидуальный, пользовательский, дешевый, низкая цена, сделано в Китае
Отправить запрос
Вам также может понравиться
-

Трубка Luer Lock из нержавеющей стали с боковым отве...
-
Трубка OEM Luer Lock с боковым отверстием
-

Трубка с закрытым круглым концом из нержавеющей стал...
-

Нержавеющая сталь 304 Одна закрытая торцевая трубка ...
-

Трубка медицинской нержавеющей стали одна закрытая с...
-

Тонкостенная трубка из нержавеющей стали с боковым о...