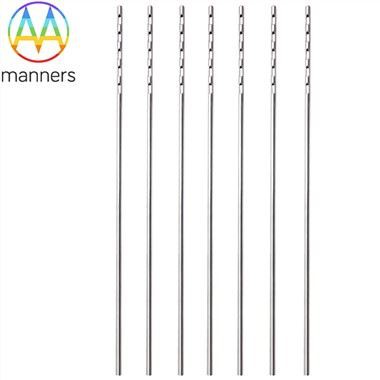
Трубка с боковым отверстием OEM для подкожных инъекций
1. OEM-услуги.
2. Низкий минимальный объем заказа и доступная цена и высокое качество.
3.Профессиональные услуги по проектированию и производству пресс-форм.
4. Обеспечьте комплексную закупку, сборку готовой продукции.
5. Предоставьте послепродажное обслуживание, быстрый ответ в течение 12 часов.
Описание
Спецификация продукта
Наименование товара | Трубка с боковым отверстием OEM для подкожных инъекций |
материал | Алюминиевый сплав, латунь, нержавеющая сталь, титан и т. Д. |
Обработка поверхности | Анодирование, пескоструйная обработка, покраска, порошковое покрытие, гальваническое покрытие, шелкография, браширование, полировка, лазерная гравировка |
Вариант обработки | Токарная обработка, шлифование, фрезерование, сварка, гибка, сверление, обжимка, развальцовка, прорезка пазов, штамповка, глубокая вытяжка, укупорка, снятие фаски и т.д. |
Форма трубки | На заказ круглые, овальные, квадратные, прямоугольные |
Пользовательская функция | В соответствии с вашим чертежом 2D/3D или предоставленным образцом |
Упаковка | Стандартная коробка или по требованию заказчика |
Сертификация | ИСО9001: 2015, СГС |
Выставка продукта
2, геометрические параметры инструмента
Геометрические параметры инструмента играют важную роль в его режущей способности. Чтобы рез был легким и гладким, твердосплавный инструмент должен использовать больший передний угол для увеличения срока службы инструмента. Обычно при черновой обработке передний угол составляет 10 ~ 20 градусов, а получистовой угол составляет 15 ~ 20 градусов; Когда закончите, возьмите 20 градусов ~ 30 градусов. Выбор основного угла отклонения основан на 30 ~ 45 градусов, когда технологическая система имеет хорошую жесткость; Если жесткость технологической системы плохая, возьмите 60 ~ 75 градусов, когда соотношение длины и диаметра заготовки более чем в 10 раз, возьмите 90 градусов.
При сверлении материала из нержавеющей стали керамической фрезой в большинстве случаев керамическая фреза использует отрицательный передний угол для резки. Передний угол должен составлять {{0}} градусов ~ -12 градусов. Это полезно для укрепления лезвия и полного раскрытия преимуществ керамических режущих инструментов с высокой прочностью на сжатие. Размер заднего угла напрямую влияет на износ инструмента, а также на прочность лезвия, обычно выбирают от 5 до 12 градусов. Изменение основного угла отклонения повлияет на изменение радиальной и осевой сил резания, а также на ширину и толщину резания. Поскольку вибрация технологической системы очень неблагоприятна для керамического инструмента, выбор основного угла отклонения способствует снижению вибрации, обычно от 30 до 75 градусов. Когда в качестве материала инструмента используется CBN, геометрические параметры инструмента составляют 0 градусов ~ 10 градусов переднего угла, 12 градусов ~ 20 градусов заднего угла, 45 градусов ~ 90 градусов основного угла.





Наша фабрика






Трубка с боковым отверстием OEM для подкожных инъекций

горячая этикетка : oem трубка с боковым отверстием для подкожных инъекций, Китай, поставщики, производители, фабрика, индивидуальные, на заказ, дешевые, низкая цена, сделано в Китае